"Авиация и космонавтика 2003 11" - читать интересную книгу автора
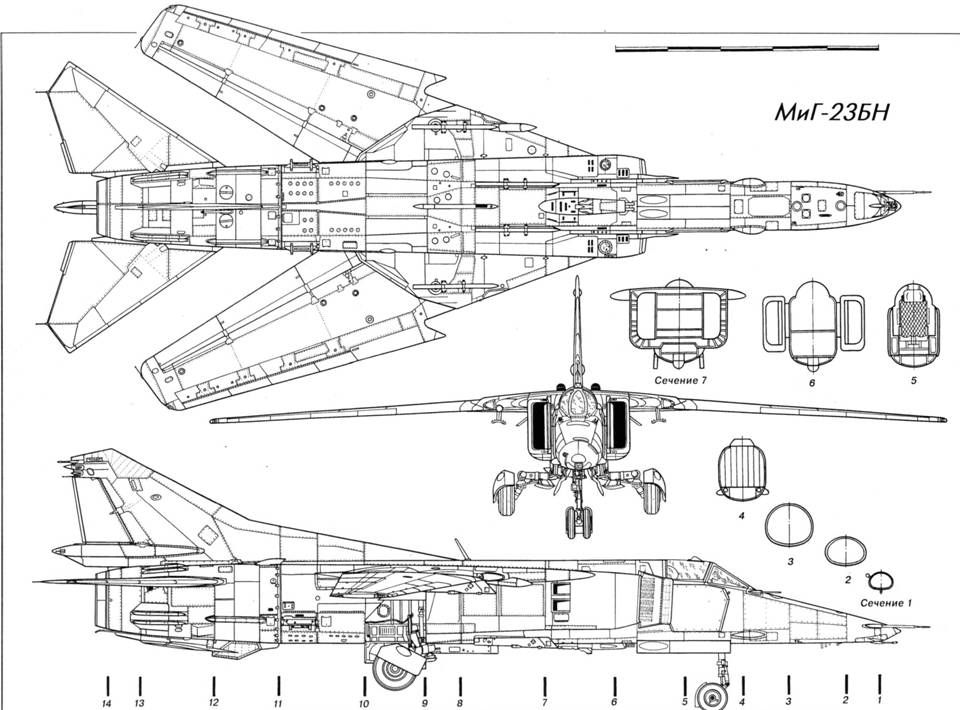
ИСТРЕБИТЕЛЬ- БОМБАРДИРОВЩИК МИГ-27
В 1971-1972 годах на базе МиГ- 23Б разрабатывался, но не был реализован проект фронтового разведчика МиГ-23Р с аэрофотоаппаратами в носовой части фюзеляжа. В закабинном отсеке планировалось размещать сменное разведывательное оборудование – станции радиотехнической, тепловой или телевизионной разведки.
Еще до окончания испытаний МиГ- 23Б началась подготовка к серийному производству. Его наладили на Московском заводе "Знамя Труда", где строили истребители МиГ-23.
Предприятие, основанное в 1893 году акционерным обществом "Дукс", занималось авиационной продукцией еще до революции, в советское время существовало как Государственный авиазавод №1 (ГАЗ №1), затем завод №1, завод №30 и, после проведенного в 1965 году переименования большинства объектов оборонной промышленности, получило название Московский Машиностроительный Завод (ММЗ) "Знамя Труда". Самолеты ОКБ Микояна завод строил с 1962 года, когда на нем наладили выпуск истребителей МиГ-21Ф, а затем и его модификаций, в том числе экспортных и "спарок". Всего завод произвел более 3200 МиГ-21, завершив их выпуск в 1974 году. С 1969 года ММЗ строил истребители МиГ- 23С, а затем и другие одноместные модификации "двадцать третьего" (учебно-боевые спарки выпускались на заводе в Иркутске). Директором завода был П.А.Воронин, один из влиятельнейших руководителей авиапрома, представителем ОКБ на заводе – М.Р Вапь- денберг, работавший с Микояном с 1951 года.
Освоение МиГа-бомбардировщика в производстве прошло без особых проблем. Основные технологии, материалы и конструктивные новшество были отработаны в ходе выпуска истребителей МиГ-23С, сходных по планеру. В огрегатно-сборочных цехах добавились только стапеля сборки новой носовой части и общей сборки фюзеляжа, а также баков №1А и №4, которых истребители ранних серий не имели (одновременно бак-отсек Nq4 внедрялся на запускаемом в производство МиГ-23М).
В 1972-73 годы завод построил небольшую серию истребителей-бомбардировщиков МиГ-23Б. Большая часть самолетов была сдано ВВС, несколько машин оставались в распоряжении ОКБ и ЛИИ, где они служили для разнообразных испытаний, связанных с доводкой новых систем и агрегатов Причиной ограниченного выпуска стал дефицит двигателей АЛ-21Ф-3. К производству двигателей помимо московского завода "Салют", подключили Омский моторостроительный завод им. П.И.Баранова, но в первую очередь АП- 21Ф-3 шли на Су-17М и, особенно, бомбардировщики Су-24, пользовавшиеся особым приоритетом. Объемы производства все еще были недостаточны. Из-за ограниченного поначалу ресурса и выявленных в эксплуатации дефектов двигатели часто приходилось менять Их постоянно нехватало и доходило до того, что самолеты в строевых частях простаивали без двигателей. В конечном счете заместитель Генерального Конструктора Г Е.Лозино-Лозинский настоял на возобновлении оснащения МиГ-23Б "проверенными* силовыми установками "Союза".
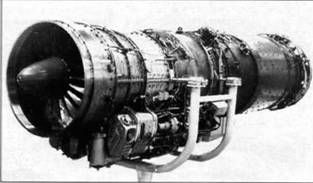
К этому времени МКБ "Союз" довел свой двигатель Р29- 300 и его производство развернули на Московском заводе "Красный Октябрь" (до 1963 года – завод №500). В послевоенные годы завод выпускал турбореактивные двигатели ВК- 1 для МиГ-15бис и МиГ-17, Р11Ф-300 для истребителей МиГ-21, а затем – Р27Ф2-300 для МиГ-23. Заводское КБ приказом МАП №175 от 30 апреля 1966 года было переименовано в ТМКБ "Союз", о его главным конструктором стал К.Р.Хачатуров. Новому КБ передали для доводки и совершенствования все материалы по семейству двигателей Р29-300, проектированием которых занимались в КБ- 300 под руководством С.К.Туманского. Для увеличения выпуска производство Р29-300 наладили также на Уфимском моторостроительном заводе.
Двигатель Р29-300 получил новый 11-и ступенчатый компрессор увеличенного диаметра с измененным профилем лопаток 1-й и 2-й ступеней, что обеспечило увеличение степени сжатия до 13,1 и расхода воздуха до 110 кг/с. Для повышения надежности турбины, лопатки соплового аппарата 1-й ступени получили конвективно-пленочное охлаждение, за счет чего рабочая температура газов перед турбиной была повышена до 1423° К. Удельный расход топлива на полной форсажной тяге, достигшей 12500 кгс, удалось снизить – по сравнению с 2,10 кг/кгсч у Р-27Ф2М-300 он составил 2,0 кг/кгс ч. На "максимале" удельный расход ровнялся 0,95 кг/кгс ч, ощутимо уступая "продвинутому" АЛ-21Ф-3, у которого этот параметр был существенно ниже – 0,88 кг/кгс ч. Однако двигатели "Союза" производились серийно на двух заводах ("Красный Октябрь" в Москве и Запорожский моторостроительный завод, бывший. № 29) и имелись в наличии. Они уже использовались на истребителях МиГ-23М, о давнее и налаженное партнерство двух КБ позволяло рассчитывать на оперативность доводки силовой установки.
 |
 |
 |
 |
В пользу Р29-300 была его менее сложная и дорогая в производстве и обслуживании конструкция с большим ресурсом, а преемственность схемы облегчала освоение двигателя, как промышленностью, так и эксплуатирующим организациям В расчет принимался также конъюнктурный интерес: АЛ- 21Ф-3 в те годы считался секретным и не подлежал поставкам в большинство зарубежных стран, в то время как новый МиГ предполагался к широкому экспорту и заказчик получал пару унифицированных машин – 23-й истребитель и ударный самолет (забегая вперед, скажем, что это предложение себя полностью оправдало). Большинство остальных "паспортных данных" АЛ- 21Ф-3 и Р29-300 были близкими, хотя последний отличался большим диаметром за счет более объемистой форсажной камеры – 912 мм против 885 мм и был почти на 100 кг тяжелее.
С учетом особенностей истребителя-бомбардировщика, большинство полетов выполняющего на дозвуковой скорости и низких высотах, в конструкцию двигателя внесли изменения. Модификация Р29Б-300 ("бомбардировочный") была оснащена небольшой форкамерой с укороченным реактивным соплом взамен прежнего всережимного. Форсажная тяга уменьшилась почти на тонну, составив 11500 кгс, за счет чего улучшалась экономичность, и удельный расход топлива на полном форсаже снизился до 1,80 кг/кгс-ч (меньше, чем у АЛ-21Ф-3 где он составлял 1,86 кг/кгс ч). При крейсерской тяге в 4200 кгс расход топливо составлял 0,78 кг/кгс ч, что мало отличалось от соответствующего параметра АП-21 Ф-3 (0,76 кг/кгс ч).
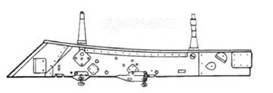
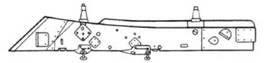
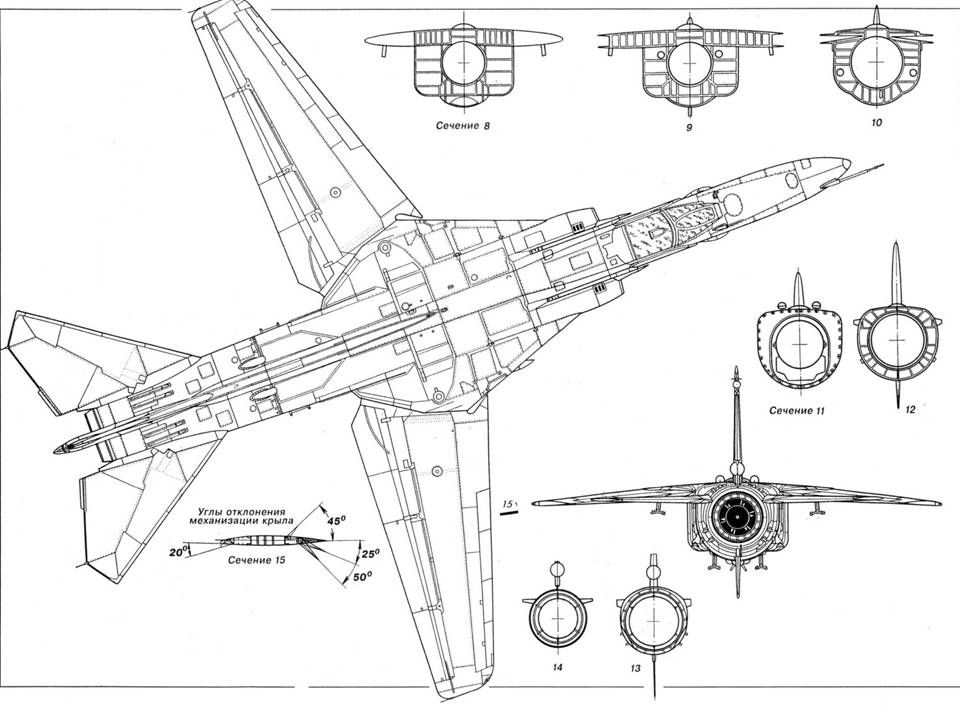
Истребитель-бомбардировщик имел хорошо зарекомендовавшее себя крыло с отклоняющимся носком и включал ряд новшеств конструкции, соответствовавших накопленным в производстве изменениям по сериям МиГ-23. В первую очередь, это относилось к узлам из высокопрочной стали ВНС-2, технологии обработки и сварки которых нуждались в совершенствовании. Дорабатывалась конструкция центрального бака-отсека №2, как наиболее нагруженного и ответственного агрегата планера. Его производство, требовавшее множества сложных и специфичных техпроцессов и оснастки, было организовано на Тушинском машиностроительном заводе (ТМЗ), имевшем известный опыт работ со стальными конструкциями и сваркой. На ТМЗ собирались опытные образцы сверхзвукового бомбардировщика Т-4 ОКБ П.О.Сухого, имевшего цельносварную конструкцию с широким использованием стали и титана. Полученный опыт и технологии сварки конструкционных сталей были использован при освоении сварных секций фюзеляжа МиГ-23. Получившим задание директору ТМЗ С.А Звереву и главному инженеру А.В. Потапову досталась нелегкая работа: дело шло трудно, потребовалось пересматривать и улучшать техпроцессы обработки и сварки агрегатов, а все выпущенные силовые отсеки проходили обязательный рентген-контроль. На ТМЗ попытались внедрить изготовление сварных отсеков МиГ-23 из титана, но технологически сложный материал не дал удовлетворительных результатов. Сварная титановая конструкция под нагрузкой поражалась трещинами еще сильнее, и единственными титановыми деталями остались хвостовой шпангоут и прикрывавший сопло хвостовой кок, сваренный из листового титана. При сварке деталей из титана ноблюдалось также "наводороживание" что приводило к потере прочности и герметичности сварного шва. В результате терялась прочность конструкции. Сворку баков из ВНС-2 в конце концов освоили и на заводе "Знамя труда". Сейчас в заводском музее стоит центральная бак-секция МиГ-23, первая из изготовленных на заводе, которая успешно прошло военприемку.
Самолет получил модернизированную прицельную систему "Сокол-23Н", что отразилось в его наименовании МиГ-23БН. В остальном оборудование и вооружение практически не претерпели изменений. В состав оборудования самолета добавился речевой информатор, голосом оповещавший летчика о нештатной ситуации на борту при выходе на опасные режимы. Он использовался на большинстве военных самолетов и вертолетов, но изо всего семейства "двадцать третьих" им комплектовались только ударные модификации, а истребители его так и не получили. В носовой части самолета сохранялся отсек станции предупреждения об облучении РЛС противника с радио-прозрачным обтекателем, однако аппаратура по-прежнему не отличалась надежностью и не устанавливалась. Из- за этого с одной из производственных серий самолета пластиковую крышку под ее антенну заменили обычной дюралевой панелью на винтах, служившей для доступа к дальномеру "Фон".
 |
 |
 |
 |
 |
 |
 |
 |
Помимо станции активных помех, в качестве пассивных средств РЭБ на самолете могли применяться НАР типа С-5П с помеховой боевой частью. Каждая ракета несла три пакета с волокнами металлизированного стекловолокна, служившими дипольными отражателями радиолокационного излучения. Залп ракет в ответ на облучение мгновенно образовывал перед самолетом завесу помех, прикрывавшую его от обзорных РЛС противника и державшуюся в воздухе до получаса. Производя пуск несколькими последовательными залпами с постепенной "разгрузкой" блоков, можно было продлить время постановки завесы и под ее прикрытием уйти из зоны действия РЛС, а снаряжение ракет диполями разных типов позволяло перекрыть широкий спектр частот РЛС (всего имелось семь видов ДОС, различавшихся длиной "соломки" и, соответственно, дававших засветки РЛС с разными рабочими диапазонами).
Производство МиГ-23БН началось на заводе "Знамя Труда" в 1973 году, где сменил МиГ-23Б. Минимум изменений в конструкции позволил использовать ту же оснастку и стапеля, и переход на новую модификацию прошел практически без перерыва в производстве. С 1974 года завод "Знамя Труда" был преобразован в Московское Авиастроительное Производственное Объединение (МАПО), тремя годами позже получившее имя П.В.Дементьева в память о выдающемся организаторе авиационной промышленности, в течение четверти века возглавлявшем отрасль. В МАПО также вошли агрегатный завод в Калязине и Луховицкий машиностроительный завод, где размещалась летно-доводочная база предприятия. МиГ-23БН стол наиболее массовой машиной в семействе истребителей- бомбардировщиков и выпускался дольше других модификаций, оставаясь в производстве до 1985 года, когда был уже свернут выпуск истребителей МиГ- 23 и полным ходом строился МиГ-29 За это время были построены 624 самолета МиГ-23БН, большая часть которых предназначалась на экспорт. Поставки зарубежным партнерам и были причиной такого долгожительства машины, продолжавшей выпускаться без особых изменений более десяти лет.
Заказчиков, в большинстве своем из стран "третьего мира", вполне устраивали возможности МиГ-23БН в качестве ударного самолета, как и условия его поставок.
За редким исключением самолеты поставлялись в кредит, и главную роль играли соображения политического характера в духе "поддержки дружественных государств", для которых стоимость техники в итоге не играла определяющей роли. Уровень целевого оборудования и вооружение МиГ-23БН и в 80-е годы делали его достаточно эффективной машиной, особенно на фоне "менее удачливых" соседей, довольствовавшихся "обносками" из арсеналов западных стран.
Особенностью экспортной политики СССР было предоставление странам "третьего мира" техники с оборудованием не самого современного исполнения и упрощенным ассортиментом вооружения, как по ценовым соображениям, так и с учетом более высокой надежности отработанных систем (обеспечить сопровождение эксплуатации за рубежом для новейшей техники, зачастую недостаточно доведенной, было проблематично, а рекламации могли подорвать доверие к экспортеру). Естественной была и предосторожность в отношениях с изменчивыми в настроениях партнерами, которых не торопились вооружать "слишком хорошим" оружием.
 |
 |
Экспортные МиГ-23БН производились в исполнении, отличавшемся от самолетов для отечественных ВВС. Для стран Варшавского договора выпускались машины в так называемой комплектации "А", практически неотличимой от своих советских собратьев. Они поставлялись в Болгарию, ГДР и Чехословакию. Для стран третьего мира была освоена комплектация "Б". Эти самолеты комплектовались упрощенным составом вооружения и оборудования, иной системой госопознавания и поставлялись в Алжир, Египет, Индию, Ирак, Кубу, Ливию, Сирию и Эфиопию.
МиГ-23БН для стран социалистического лагеря сохраняли возможность использования ядерного оружия и несли соответствующую арматуру, балочный держатель БДЗ-23-66Н (под фюзеляжем вместо левого БДЗ-60-2ЭФ1) и управление в кабине. К самим боеприпасам союзнический персонал доступа не имел, но проходил курс спецподготовки по роботе с ядерным оружием и в случае войны их самолеты могли участвовать в нанесении ядерного удара, предоставляя свои "средства доставки" под бомбы, хранившиеся на складах советских групп войск на территории Европы Увеличение числа носителей повышало шансы на прорыв к целям и позволяло рассчитывать, что и при не сомом благоприятном варианте начала боевых действий должное число самолетов все же прорвется к своим целям. Конкретная комплектация самолетов экспортного заказа зависела от пожеланий получателя, условий договора и отношений с заказчиком. Некоторые серии МиГ-23БН несли иные ответчики и системы опознавания, обходились без управляемого оружия. Эксплуатационные надписи на кабинном оборудовании и трафареты могли исполняться на английском и французском языках, в соответствии с принятым языком, в стране заказчика.
За годы серийного выпуска в конструкцию МиГ-23БН вносились новшества, внедрявшиеся но новых модификациях и в ходе производства истребителей МиГ-23. Так, на машинах выпускавшихся с 1 июля 1977 года была изменена система аварийного сброса фонаря и установлено доработанное кресло КМ-1М В то же время радикальным изменениям самолет не подвергался, хотя параллельно производившийся в Иркутске МиГ-27 непрерывно и существенно модернизировался. Причинами тому отчасти были достаточно скромные требования зарубежных заказчиков, а также заинтересованность завода в сохранении отлаженной в производстве конструкции, где все изменения старались ограничивать рядовыми рационализаторскими предложениями касающимися только технологии основного и вспомогательного производства, не затрагивающими конструкцию и эксплуатационные свойства деталей или узлов самолета.
Появление МиГ-27 с качественно новым оборудованием и вооружением не сказалось на привлекательности МиГ-23БН в эксплуатационном отношении. МиГ-27 был, в первую очередь, ударной машиной для действия по наземным целям, и истребителем мог выступать в ограниченной роли, что было очевидно и создателям, и заказчикам.
Конструктивные изменения сказались на высотных, скоростных и разгонных характеристиках МиГ- 27, оптимизированного для характерных для такого самолета режимах с дозвуковыми скоростями и малыми высотами.
Странам-получателям привлекательнее было иметь многоцелевой самолет, способный, пусть и с ограниченным бортовым оборудованием, выполнять как функции истребителя, так и ударного самолета. Сохранивший автоматическое регулируемые воздухозаборники МиГ-23БН легко разгонялся до сверхзвуковой скорости и мало уступал МиГ-23М по высотности, скороподъемности и маневренности, в то время как "двадцать седьмой" имел ограничения на пилотаж, на большой высоте становился маломаневренным, вялым и инертным в управлении, испытывая сложности при выходе на сверхзвук. Для небольших ВВС выгодной оказывалась также универсальность истребителя-бомбардировщика, который мог выполнять разнообразные задачи, в том числе и в группе однотипных машин, часть которых могла выступать в роли истребителей сопровождения, прикрывавших ударные самолеты.
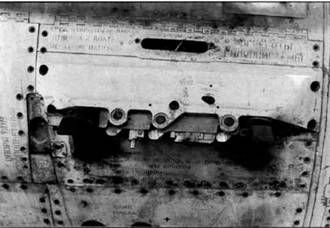
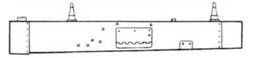
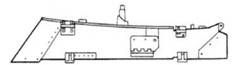
Наиболее значительным изменениям в ходе производства подвергалась конструкция основного силового агрегата фюзеляжа – бака-отсека №2. Агрегат, несущий узлы поворотных консолей, основные стойки шасси, хвостовую и переднюю чости фюзеляжа, подвергался многотонным нагрузкам и выполнялся сварным из стали ВНС-2, высокопрочной, но чувствительной к усталостному погружению и концентрации напряжений, неизбежных в сложной конструкции, объединявшей множество штампованных узлов и деталей Свою долю вносили проблемы сварки толстостенных диафрагм, шпангоутов, панелей и, особенно, верхних "крестовин" – поясов отсека, испытывавших большие внутренние напряжения в многослойных сварных швах. Эти дефекты были общими для всего семейства самолетов на базе "двадцать третьего" и изживать их пришлось долго и упорно.
Анализ показал, что трещины и усталостное разрушение вызваны двумя основными причинами: некачественным материалом толстостенных элементов штамповки и проката с высоким содержанием водорода, приводящим к повышению хрупкости стали, и структурными изменениями в зоне термического влияния шва.
Внедрение в структуру металла молекул атмосферного водорода (наво- дороживание) существенно снижало его механические характеристики, в первую очередь, – усталостную прочность, а иногда приводило к образованию раковин. Потребовалось пересмотреть всю технологию изготовления таких деталей, ввести их сварку в среде нейтрального газа в отсутствие атмосферного водорода и внедрить прогрев стальных узлов после сварки, способствовавший "изгнанию" подвижных молекул водорода из кристаллической решетки металла.
 |
 |
 |
 |
Повышая прочность, на самолетах провели комплекс мероприятий: в конструкцию бака-отсека №2 ввели усиления, увеличив толщину стенок шпангоутов, панелей воздушного канала, боковых панелей, стенок, ребер и панелей узлов поворота. По поясам и стенкам шпангоутов, кроме того, установили усиливающие ленты, накладки и кницы в местах связки боковых панелей и проушин крепления ПЧК Роликовую сварку стенок шпангоутов заменили аргонно-дуговой. Усиленная конструкция прошла ресурсные испытания, на основании которых ввели ряд дополнительных усиливающих лент, книц и накладок, а на новых самолетах рекомендовалось внедрить усиленные несущие элементы.
Комплекс конструктивных мер был введен на машинах с серийного номера №4001. На них по баку-отсеку №2 взамен внешних накладок увеличили толщину сечений силовых элементов, особенно, верхних и нижних несущих панелей, стенок, ребер и поясов траверс шпангоутов и панелей узлов поворота. Также усилили боковые стенки шпангоутов. Детали стали делать из штамповок, прошедших обезводораживание.
Улучшение конструкции дало удовлетворительные результаты, повысив усталостную прочность бака. Однако новые повторно-статические испытания узла показали, что на техническом ресурсе бака могут сказаться места, слабые по выносливости – "крестовины" бака и стенка заднего шпангоута №20, а также гофрированная для повышения жесткости стенка шпангоута №18, где развивались трещины по началу гофров, верхние панели отсека, работающие на сжатие, и сами сварные швы. По результатам испытаний для дальнейшего увеличения ресурса с машины №5506 усилили траверсы шпангоутов, утолщив их стенки и ввели полировку поверхностей в районе "подмышки" по сопряжению панелей поворотного узла с боковиной бака для устранения концентраций напряжений и повышения выносливости.
Следующим этапом стала установка дополнительного стального гофра на стенках шпангоутов при доработках и увеличение его толщины в производстве вместе с дальнейшим утолщением самой стенки Изменения внедрялись, начиная с самолета №7601. Боковую верхнюю панели также усилили, делая ее из трех частей разной толщины и добавив накладку. Радикально решить проблему все же не удалось и после установки усиливающих профилей по панелям воздушного канала и изменений по их приварке к шпангоутам, внедренных с самолета №9211. Усталостная прочность усиленного в производстве отсека улучшилась, но на доработанных машинах трещины у "крестовин" по гофрам и сварным швам продолжали появляться, требуя в эксплуатации регулярного контроля.
Помимо инструментального контроля, использовался метод красок: жидко разведенная краска наносилась но поверхность, затекая в трещины и после смывки выявляла их. Периодические проверки назначались и на самолетах с конструктивными усилениями. Внушавшие подозрение элементы проходили обработку заводскими бригадами, использовавшими специальную тепловую установку для обезводороживания металла. Поверхность агрегата зачищалась от лакокрасочного покрытия и тут же на стоянке прогревалась мощными лампами. После прогрева металл приобретал характерный золотистый оттенок. Чтобы избежать царапин, забоин и коррозии на поверхности конструкции, которые могли стать концентраторами напряжений и дать трещины, инструкция рекомендовала при уходе за планером самолета "удалять пыль мягкой ветошью или волосяными щетками, периодически промывать обшивку раствором жидкого мыла, а затем чистой водой с помощью мягких щеток и вытирать насухо салфетками".
Эпопея с доработками "двадцать третьих" заняла много времени и усилий, усугубляясь тем, что самолет являлся массовой машиной в ВВС, и обьем работ по всему их парку требовал соответствующих расходов.
Вопрос о "трещавшем" изделии постоянно находился на контроле у руководства МАП и ВВС. В Главкомате ВВС проблемой повышения надежности МиГов занимались начальник Научно-технического комитета генерал-лейтенант Г.С.Кириллин и заместитель Главкома по вооружению генерал-полковник М.Н.Мишук, известные как люди с хорошим инженерным образованием. Мишук, славившийся своей дотошностью, детально разбирался в технических особенностях вопроса, не раз посещал ОКБ и заводские цеха, общаясь не только с руководством, но и непосредственно с разработчиками и производственниками. Устранение дефектов, влиявших на боеготовность МиГов, являлось задачей государственного значения. О ней постоянно напоминал стоявший на столе Мишука макет злополучного бака-отсека, отполированный до золотистого блеска. Принимая ми- кояновцев, генерал не упускал возможности попенять им на недоработку: "Ваши изделия стране дешевле было бы делать из чистого золота!"
(Продолжение следует)
(support [a t] reallib.org)